 Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.
Dodawaj ogłoszenia, składaj zapytania, promuj swoją Firmę. Jedno konto w systemie vManager pozwala na zarządzanie usługami
na wszystkich portalach Grupy Vertica.pl.


24-03-2026, 11:25
 Hala produkcyjna w Trappenfabriek Vermeulen. Zdjęcie: Busch Vacuum Solutions.
Hala produkcyjna w Trappenfabriek Vermeulen. Zdjęcie: Busch Vacuum Solutions.
Obniżenie o połowę kosztów energii, zmniejszenie poziomu hałasu i zwiększenie powierzchni produkcyjnej: jak centralny system próżniowy firmy Busch Vacuum Solutions optymalizuje proces CNC w Trappenfabriek Vermeulen BV. Charakterystyczny zapach świeżo ciętego drewna wypełnia powietrze jasnej hali produkcyjnej w Trappenfabriek Vermeulen. Trzy suche kłowe pompy próżniowe MINK firmy Busch Vacuum Solutions cicho pracują jednogłośnie. Jedna pozostaje nieaktywna, gotowa do pracy w każdej chwili. Centralny system próżniowy niezawodnie zasila siedem routerów CNC (komputerowe sterowanie numeryczne) w próżnię do przytrzymywania i nestingu. Próżnia umożliwia skuteczne przytrzymanie każdego drewnianego panelu podczas cięcia. Nie ma przy tym śladów nacisku ani uszkodzeń. Proces CNC jest szybki, wydajny i minimalizuje ilość odpadów surowca, jednocześnie pozwalając przygotować wszystkie części niezbędne do budowy drewnianych schodów.
Założona przez Johannesa Vermeulena i jego sześciu synów fabryka schodów Trappenfabriek Vermeulen zainstalowała od 1958 roku ponad 400 000 schodów. To, co wyróżnia firmę, to szeroki asortyment schodów zarówno z drewna, jak i ze stali. Klient może wybierać spośród ponad 25 różnych rodzajów drewna, w tym dębu europejskiego, wiśni i bambusa. Możliwe jest również zamówienie unikalnych, ręcznie wykonanych detali na poręczach, słupkach i trzpieniach, a także połączenie drewna i stali w różnych projektach. Co tydzień od poniedziałku do piątku 120 pracowników produkuje w siedzibie głównej w Brabancji Północnej liczne schody, które są instalowane w całej Holandii. Na przestrzeni lat realizowano zróżnicowane projekty od domów mieszkalnych po specjalnie zaprojektowane schody do luksusowych rezydencji i willi.
Przed zainstalowaniem centralnego systemu firmy Busch holenderski producent schodów korzystał z dziesięciu suchych łopatkowych pomp próżniowych różnych firm. Pompy próżniowe zostały zainstalowane obok routerów CNC, co zajmowało dużo miejsca na hali produkcyjnej. Sprzęt ten generował również wysokie koszty energii i wysoki poziom hałasu. W 2018 roku firma Trappenfabriek Vermeulen podjęła decyzję o modernizacji procesu produkcyjnego. Po zakupie pięciu nowych routerów CNC postanowiono również zoptymalizować zasilanie próżniowe. Po bezpośrednim zwróceniu się do producenta pomp próżniowych, firmy Busch, jej eksperci dostrzegli możliwość opracowania przyjaznego dla użytkownika oraz energooszczędnego rozwiązania i zaproponowali centralny system próżniowy.
Ed van Halteren, kierownik działu usług technicznych, stwierdza: „Firma Busch działała zgodnie z naszym interesem. Wspólnie znaleźliśmy najlepsze rozwiązanie do naszych procesów”.
Stare pompy próżniowe zostały usunięte i zainstalowano nowy system. Centralny system próżniowy firmy Busch składa się z czterech suchych kłowych pomp próżniowych MINK (trzy standardowo pracują, a jedna jest w rezerwie), z których każda zużywa 8 kW. Nowe pompy próżniowe są nie tylko znacznie bardziej energooszczędne niż ich poprzedniczki: każda pompa została również wyposażona w napęd o zmiennej prędkości ECOTORQUE (VSD) firmy Busch. Reguluje on prędkość obrotową silnika pompy próżniowej, dopasowując wydajność pompowania do wahań zapotrzebowania w całym procesie produkcyjnym. W rezultacie próżnia jest dostarczana tylko w momencie, w którym drewniany panel musi zostać bezpiecznie przytrzymany za pomocą zacisków próżniowych w celu cięcia. W ten sposób rachunki za energię zostały zmniejszone o połowę.

Cztery pompy próżniowe MINK są podłączone do siedmiu routerów CNC. Zdjęcie: Busch Vacuum Solutions.
Centralny system próżniowy jest zainstalowany na podniesionym balkonie nad halą produkcyjną, nad routerami CNC. Od 2018 roku do linii produkcyjnej dodano dwa dodatkowe routery CNC i podłączono je do systemu próżniowego. Pompy próżniowe MINK pracują regularnie razem z pracownikami przez osiem godzin dziennie, od poniedziałku do piątku.
Spędzanie dnia pracy przy hałaśliwej pompie próżniowej również należy do przeszłości, ponieważ poziom hałasu został zmniejszony. Teraz pracownicy mogą cieszyć się cichszym środowiskiem pracy i większą przestrzenią na hali produkcyjnej. „Nasz centralny system próżniowy firmy Busch to epokowa zmiana! Cichsze środowisko pracy i dodatkowa przestrzeń na hali produkcyjnej znacznie poprawiły poziom zadowolenia naszych pracowników. Cieszymy się też ze zmniejszenia kosztów energii o połowę” – mówi kierownik działu usług technicznych.
Trappenfabriek Vermeulen wykorzystuje routery CNC do cięcia drewnianych paneli na różne komponenty, z których powstają schody. Od balustrad po poręcze i słupki. Plany do każdego projektu schodów są wykonywane przy użyciu oprogramowania CAD (projektowanie wspomagane komputerowo). W zależności od specyfikacji powstają rysunki 2D i 3D. Projekt jest wprowadzany do oprogramowania CAM (komputerowe wspomaganie wytwarzania), które przekształca go w kod zrozumiały dla routera CNC. Technik przygotowuje router CNC za pomocą odpowiednich narzędzi zgodnie z wymaganiami specyfikacji projektu. Po zakończeniu procesu drewniany panel jest umieszczany na stole do cięcia CNC. Następnie można rozpocząć proces przytrzymywania i nestingu. Zautomatyzowany proces cięcia wymaga odpowiedniego programowania i narzędzi tnących. Po umieszczeniu drewnianego panelu na stole do cięcia CNC zaciski próżniowe skutecznie go mocują. Zapobiega to ruchom podczas procesu cięcia i umożliwia precyzyjne cięcia. Aby uzyskać odpowiednie rezultaty podczas tworzenia wysokiej jakości schodów drewnianych, niezbędne jest wydajne i
niezawodne wytwarzanie próżni.

Zaciski próżniowe mocno przytrzymują każdy kawałek drewna. Zdjęcie: Busch Vacuum Solutions.
Marnotrawstwo surowca zostało zminimalizowane dzięki nestingowi, czyli procesowi, w ramach którego router CNC wykorzystuje laser do mapowania obszaru cięcia. Zaciski próżniowe zostają również zaznaczone, aby narzędzie tnące nie przecięło ich, ponieważ spowodowałoby to przesunięcie panelu z drewna. W ciągu kilku sekund można wykonać do 16 różnych cięć. Schody zaczynają nabierać kształtu, gdy z drewnianego panelu powstają balustrady, poręcze i słupki. Router CNC można również wykorzystać do wykonywania drobnych cięć. Na przykład do zaokrąglania krawędzi zestawu stopni.

Laser mapuje zaciski próżniowe. Zdjęcie: Busch Vacuum Solutions.
Rozwiązanie IoT firmy Busch monitoruje centralny system próżniowy i podaje status każdej pompy próżniowej 24/7. Narzędzie do zdalnego monitorowania stanu umożliwia konserwację zapobiegawczą poprzez przewidywanie wszelkich usterek lub potencjalnych awarii i tworzenie harmonogramu konserwacji, aby im zapobiec, zanim wystąpią. Pomaga to zapewnić niezawodne zasilanie próżniowe. Jest ono niezbędne, ponieważ bez niego zaciski próżniowe nie byłyby w stanie skutecznie przytrzymać drewnianych paneli, a routery CNC nie mogłyby wycinać z nich wszystkich części tworzących drewniane schody. Ed van Halteren wspomina: „Pewnego dnia otrzymałem telefon od firmy Busch z informacją, że na ekranie pojawił się alarm dotyczący jednej z naszych pomp. Byłem zaskoczony, ponieważ nasze linie produkcyjne działały bez zarzutu, ale eksperci Busch mieli rację! Udało nam się uniknąć nieplanowanych czasów przestoju i kontynuować naszą pracę”. Trappenfabriek Vermeulen nadal produkuje z wykorzystaniem próżni wysokiej jakości schody, które są instalowane w całej Holandii.
Artykuł został dodany przez firmę

Firma Busch Vacuum Solutions jest wiodącym na świecie dostawcą technologii próżniowych i nadciśnieniowych. Od pojedynczych pomp próżniowych, dmuchaw i sprężarek po dopasowane do wymagań systemy próżniowe.
Inne publikacje firmy
Podobne artykuły
Komentarze
W naszym serwisie możesz złożyć zapytanie do wielu firm.
Zapytanie możesz wysłać bezpośrednio do firmy lub o wybrany produkt a nawet całą kategorię produktów.
Poniżej w kilku krokach pokazujemy jak wysłać zapytanie.

1. Skorzystaj z wyszukiwarki wpisując czego szukasz.
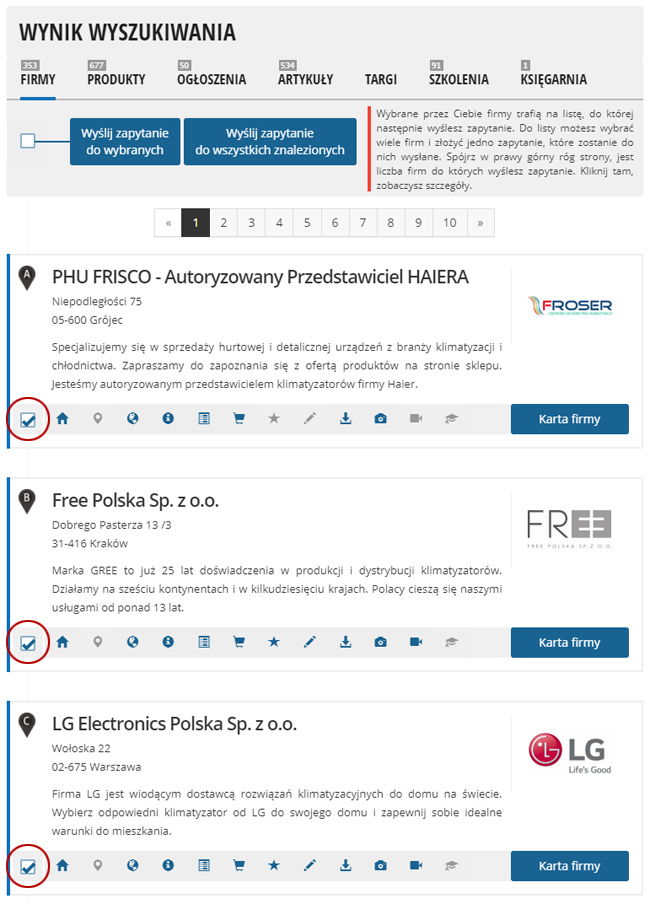
2. Zaznacz na liście wyniku wyszukiwania wybrane pozycje.
Możesz także wejść bezpośrednio do katalogu firm lub katalogu produktów i dokonać wyboru.

3. Twój wybór będzie pokazany w górnym pasku portalu. Najedź myszką i kliknij.
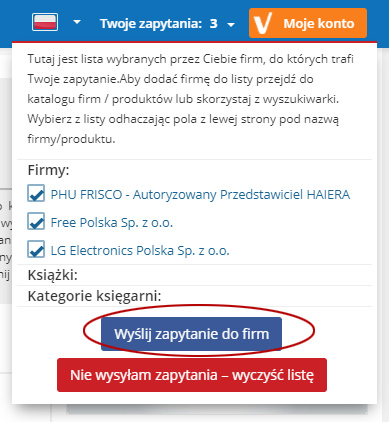
4. Następnie kliknij przycisk „Wyślij zapytanie do firm”.
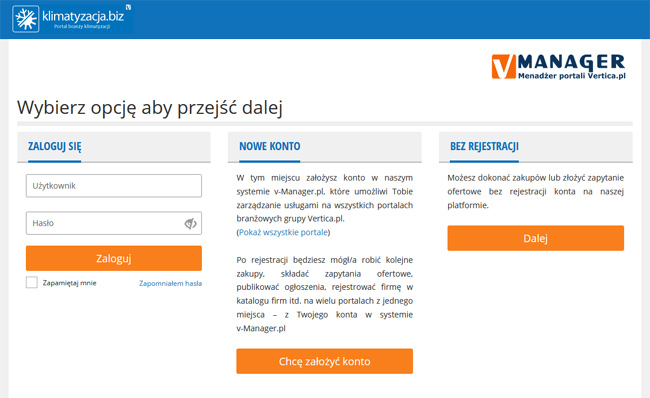
5. Jeżeli nie jesteś zalogowany to włączy się strona z możliwością wyboru w jaki sposób chcesz korzystać z serwisu.
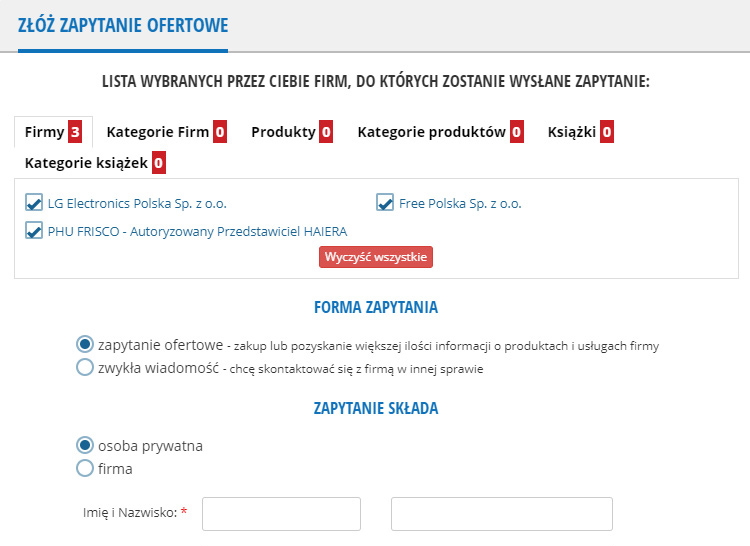
6. Włączy się formularz składania zapytania.
Miejsca, do których składasz zapytania zostały podzielone na zakładki. Na czerwono podświetlone są liczby wybranych firm, produktów itd. Tutaj możesz jeszcze dokonać zmian wyboru.
Wpisz swoje zapytanie, podaj dane kontaktowe i wyślij.
7. My roześlemy Twoje zapytanie do wybranych przez Ciebie firm, a Ty czekaj na odpowiedzi.
8. Chcesz złożyć zapytanie? Kliknij tutaj i wpisz czego szukasz.











